|
If you have never heard of or seen a flex-hone, please see my article on them in Product Reviews first. This will give you a grounding in the theory of how they work and what they do. This article is an advanced supplement to the basics. I use abbreviation throughout this article and they are- SC = Silicone Carbide and AO = Aluminium Oxide. These refer to the type of honing material used. A number prefixed before these is the grit of the stone. A special note on clean-up. You
must clean the bore properly after honing, no matter what hone device you use. Any fine particles left in the bore will act like sand paper and accelerate wear between components in quick time.
ENGINE CYLINDERS.
|
Tried & proven worlds best cylinder bore hone for 2 or 4 stroke engines even diesels. Top photo after dis-assembly. Bottom photo after flex-honing for 30 seconds using a 240SC. I won't go into it any further here. Please read the article in Product Reviews on Flex-hones.
|
 
|
MAIN BEARING TUNNEL.
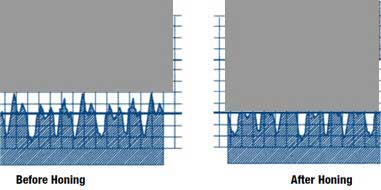
Honing of main journals is normally done to correct an out of round condition without going to the extreme of tunnel boring. This is done when the correction needed is only within .0005". Anymore than this and line boring will be required. However if the tunnel is OK and within specifications, honing the tunnel with a flex-hone gives a supurb finish for the bearing shells to seat against.
Normally you would associate honing a cylinder to accommodate a moving part within the cylinder but in this case the objective is to improve the surface contact between bearing shell and the housing it is pressed into. The finish from line boring is very fine but still you can notice some small thread type grooving that is created from the boring tool. Bearing crush will bed the bearing against this surface which will have high peaks as you know from other articles
that I have written. Good contact between bearing shell and bore will not be possible with a surface that does not have a plateau finish. Poor heat transfer from bearing shell to block will be the result and bearings will run hotter than they should. To dissipate the heat from the shell this contact needs to be improved and it is done by using a flex hone for 10-15 seconds. What we accomplish with the hone, is a plateau finish, increasing bearing contact area to ensure good heat dissippation.
After line boring or even normal rebuilding the flex-hone is perfect to improve the bearing shell contact surface area. A finer hone is required here and I use the 800SC hone for cast and 800AO for alloy blocks. A crosshatch pattern is not required here so slow the in-out speed to accomplish about a 5deg hatch finish. Since the main bore measurement is of a critical nature over honing will kill bearing crush. If I removed only .0003" from the diameter, I will loose approx
.001" from the crush.
|
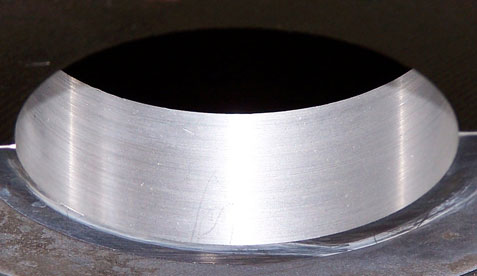
The photos do not do this job justice. I could not get a clear photo to show the improvement clearly. Visually the change is very subtle but can be seen. The top photo is after line-boring and the bottom after flex-honing. The pic shows how a flex-hone improves the surface finish. Clearly you can see how poorly the bearing will make contact with the tunnel wall after line-boring and how it is improved by flex-honing. The obvious question then, is how
much material will be honed out by removing the spikes and won't this destroy the bearing crush clearance. The answer is not much and you won't notice the difference. The peaks removed by honing is so small that it is hard to comprehend the dimension.
Here is proof that honing for this short period of time removes next to nothing and the proof is when bearing crush is measured. Before honing crush was a neat .007". I honed this bore for 10seconds and the crush was still a neat to a just slightly looser .007". Material removed may have been approx .0002"
Now if I wanted to remove material, say about .0005", I would initially use a 180SC hone or perhaps even coarser for a minute, then measure the bore and keep honing until desired measurement is reached then finish off with a 800SC or AO depending on the material. I don't know how long you will need to hone for because I have never had the need to try and remove material, that's not what flex-hones were designed for, but one things for sure, be careful, once you
remove it, you can't put it back if you went to far.
|

|
CONROD BIG-END TUNNEL.
|

|
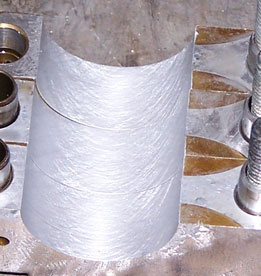
As with the main bearings the conrod big-ends will receive the same benefits of a flexhone.
Unlike the crank tunnel this journal finish after re-sizing is a little coarser and has been hone finished, quite well I will say. The flex-hone will give the surface a better finish for the bearings to bed into. I use a 800SC hone and keep the crosshatch down to under 10deg.
Before hone on the left, with only a very subtle difference noticeable.
Fully floating piston pin bores in the con-rod as well as the piston will receive a hone very well also. A very fine finish must be used in this application. I would recommend a 1000AO for the conrod little end and 1000AO or even the levigated Alumina which is finer again. 10 seconds for the little end and same for the piston.
|

|
|

|
Here is an example of flex-honing a rod that measured up fine and just needed a clean up. Perfect finish for the bearing shell to seat on. Actual video is of this rod.

|

|
OHC CAMSHAFT TUNNELS.
| OHC alloy cylinders heads that don't use bearing shells to support the camshaft are perfect candidates for flex-honing. This is the best way to improve the tunnel surface to retain oil for maximum camshaft and tunnel bore protection. I use a 800AO hone for this application. 10 to 15 seconds. The inlet cam was just starting to pickup metal from the caps. The camshaft needed to be micro-polished before installing it back in. |
|
VALVE GUIDES.
|
Valve guides is definitely another area that will benefit greatly from a plateau finish on the guide bore. Most guides are made from bronze or similar material and require a 800 - 1000AO hone. Old cylinder heads may have integral guides, these will use SC hones.
|
DOHC LIFTER BORES.
| OHC lifter bores. This configuration has either a solid tappet or hydralic tappet that sits directly on top of the valve stem and is predominently a twin camshaft set-up. The camshaft operates the valve directly using the tappet to transfer movement to the valve. I haven't done one yet but I would use a 1000AO hone for this for about 10 secs. Obviously the valves need to be removed. |
  |
IN BLOCK HYDRAULIC LIFTER BORES.
| A few seconds of honing a lifter bore will improve oil retension between the lifter and the bore. I use a 1000 grit SC tool in cast iron blocks and a 1000 grit AO tool in aluminium bores. |
MISC USES.
| Hers is an odd application. Head gasket dowels that usually stay stuck in the block, sometimes end up stuck in the head which is not desireable when it comes time to fit the head gasket and head back on the block. The easiest way to clean it was with a flex-hone. These apps only need a 240 grit. |
 
|
|
 
|
Water pump tubing. A tube fitted with an external 'O' ring is pushed into this housing. Obviously fitting a new 'O' ring and expecting it to seal on the bore of the left photo is asking too much. I could have used wet & dry sandpaper with my fingers but I certainly won't be able to duplicate the clean up the flex-hone gives. |
What have I missed? If there is a hole and a need to surface finish it, then I flex-hone it. You know, flex-hones have been around for over 30 years that I know of. Big manufacturing companies have installed them on production lines because they know the benefits they bring in quality and cost effectiveness. For some reason it has taken a long time for the automotive industry in general at the garage mechanic and reconditioner level to get on board with using them. 30 years
ago I was the only mechanic in Gladstone that was exclusively using them for not only engine work but brakes as well and today the flex-hone phenomenum is taking off. Their field of uses is unlimited and doesn't stop in the automotive industry. The above examples are what I have used them for or what I would use them for if presented with the opportunity. So the initial reaction to me using flex-hones in this way from quite a few people is always why now. Main tunnels and the like have never been flex-honed before
and they seemed to work OK. A valid question. Although engines have been going OK, flexhones improve on old technology. Think outside the square, any new technique to improve engine component longetivity is a good thing and flex-honing as used above will improve the life of the components by reducing friction, reducing heat and retaining oil where it is necessary which all adds up to getting the most from your rebuild and isn't that what it all about.
|